Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




16-12-2025, 08:25

Stabilność ładunku na palecie to temat, który wraca jak bumerang w logistyce: reklamacje, uszkodzenia w transporcie, przewrócone palety, przestoje na rampie. Co ciekawe, w wielu firmach problem nie wynika z „złej folii” ani z „pecha na drodze”, tylko z powtarzalnych błędów w samym procesie owijania stretch. Dobra wiadomość: większość z nich da się szybko wyeliminować, jeśli podejdzie się do tematu metodycznie.
Jeśli szukasz rozwiązań i praktycznych sposobów na usprawnienie pakowania, warto zajrzeć do oferty maszyn i akcesoriów na stronie Hi-Octane – to dobry punkt wyjścia do uporządkowania końcówki linii pakowania i zwiększenia powtarzalności procesu.
Pierwszy błąd to traktowanie stretchu jak produktu „uniwersalnego”. Innej folii potrzebujesz do ciężkich, sztywnych kartonów o ostrych krawędziach, a innej do delikatnych opakowań jednostkowych czy worków. Liczy się nie tylko grubość, ale też rozciągliwość, odporność na przebicia, rodzaj kleistości (jedno- lub dwustronna), a także zachowanie folii w niższych temperaturach.
Jak tego uniknąć:
Efekt? Mniej nadmiernego zużycia folii i mniejsze ryzyko, że „niby jest owinięte”, ale w trasie zacznie pracować i luzować się na palecie.
Stabilność zaczyna się od dołu. Jeśli początek owinięcia jest zrobiony pośpiesznie, folia nie „złapie” palety i pierwszych warstw ładunku, a cała reszta będzie tylko kosmetyką. To szczególnie częste przy owijaniu ręcznym albo przy źle ustawionym programie na owijarce, gdzie pierwsze obroty są zbyt szybkie lub zbyt mało warstw jest na dole.
Jak tego uniknąć:
Dobra baza działa jak fundament: nawet jeśli wyżej coś „zagra”, całość mniej chętnie się rozjedzie.
To jeden z najbardziej kosztownych błędów, bo prowadzi albo do nadmiernego zużycia folii, albo do niestabilności. Za mały naciąg powoduje „luźny rękaw” – paleta wygląda w porządku, ale ładunek oddycha i przy hamowaniu lub skręcie potrafi się przesunąć. Z kolei za duży naciąg może deformować kartony, ściskać towar, a przy ostrych krawędziach zwiększać ryzyko pęknięć folii.
Jak tego uniknąć:
Jeśli Twoim celem jest powtarzalność, automatyzacja i dobrze ustawione maszyny potrafią zrobić ogromną różnicę – bo naciąg nie zależy od tego, kto akurat jest na zmianie.
„Dajmy więcej folii, będzie pewniej” brzmi logicznie, ale często działa odwrotnie: nadmiar warstw w złych miejscach nie poprawi stabilności, a jedynie zwiększy koszty i utrudni rozpakowanie. Kluczowe są strefy: dół (kotwienie), środek (utrzymanie bryły), góra (domknięcie) oraz newralgiczne obszary, gdzie ładunek jest nieregularny.
Jak tego uniknąć:
Mniej folii użytej mądrze często daje lepszy efekt niż dużo folii „na ślepo”.
Nieregularne ładunki to klasyczny generator problemów: wystające elementy, luźne opakowania, śliskie powierzchnie, brak pionowych ścian. Folia stretch ma swoje granice – jeśli nie ma czego „objąć” i ustabilizować, będzie się ślizgać, zsuwać albo rwać.
Jak tego uniknąć:
Drobne akcesoria często kosztują grosze w porównaniu do reklamacji czy zwrotów.
Przy owijaniu ręcznym łatwo o błąd techniczny: nierówne prowadzenie rolki, brak stałego kąta naciągu, różna liczba obrotów na różnych wysokościach. Efekt to „prążki” folii, luki i miejsca, gdzie folia prawie nie pracuje. Przy owijarce z kolei problemem bywa tempo: za szybkie obroty w połączeniu z nieoptymalnym naciągiem i podnoszeniem wózka folii powodują, że folia nie układa się równomiernie.
Jak tego uniknąć:
Standaryzacja jest tu kluczowa: jeśli dwie osoby owijają „po swojemu”, w praktyce masz dwa różne procesy.
Ostatni błąd jest podstępny, bo wszystko „wygląda dobrze” na hali. Paleta stoi prosto, folia jest napięta, nikt nie zgłasza uwag. Dopiero kierowca dzwoni po kilku godzinach trasy, że ładunek się przesunął albo narożnik się rozjechał. Bez prostego systemu kontroli jakości i testów nie wiesz, czy Twoje ustawienia działają na różne scenariusze: gwałtowne hamowanie, zakręty, wibracje, nierówności drogi, zmiany temperatur.
Jak tego uniknąć:
To nie musi być skomplikowane – ważne, żeby było regularne.
Stabilna paleta to wynik spójnego procesu: właściwy dobór folii, solidne zakotwiczenie, poprawny naciąg, mądre wzmocnienia, przygotowanie nieregularnych ładunków, właściwa technika owijania i prosta kontrola jakości. Gdy te elementy działają razem, rośnie bezpieczeństwo transportu, spada liczba reklamacji, a zużycie folii często… maleje, bo przestajesz „leczyć” problem nadmiarem materiału.
Artykuł sponsorowany
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
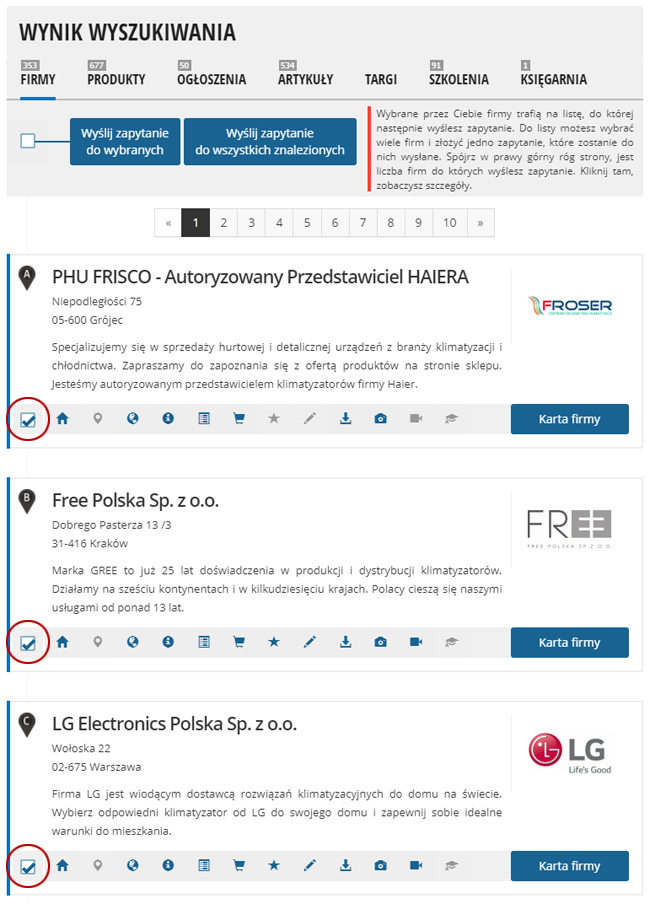
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
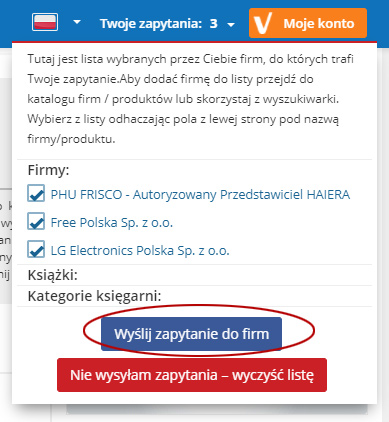
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
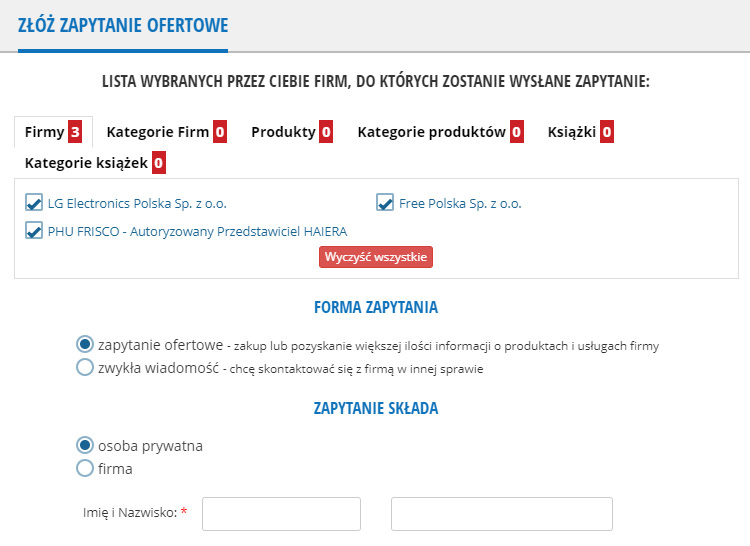
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.