Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




29-01-2026, 09:45
Awarie przewodów i przestoje linii w aplikacjach o ruchu ciągłym to jeden z najpoważniejszych problemów w przemyśle produkcyjnym. Kluczowym elementem minimalizującym ryzyko tych zdarzeń są złącza obrotowe, które umożliwiają niezawodne przekazywanie mediów pomiędzy ruchomymi elementami instalacji. W tym artykule dowiesz się, dlaczego właściwy dobór i eksploatacja złączy obrotowych są tak istotne, jak rozpoznać zagrożenia i jakie metody stosować, aby skutecznie uniknąć awarii.
W aplikacjach, gdzie maszyny pracują w sposób ciągły, a elementy obracają się nieustannie, przepływ mediów – takich jak powietrze, olej czy woda – musi zachodzić bez zakłóceń. Złącza obrotowe pełnią tu rolę pośrednika między częścią stacjonarną a ruchomą, zapewniając stabilne połączenie bez narażania przewodów na skręcanie i zrywanie. Dzięki nim możliwa jest praca bez konieczności wyłączania linii produkcyjnej, co znacząco wpływa na efektywność operacyjną.
Brak odpowiedniego zastosowania złącza obrotowego może prowadzić do szybkiego zużycia instalacji, nieoczekiwanych przestojów, a nawet kosztownych napraw. Co więcej, dobrze dobrane złącza nie tylko zwiększają trwałość komponentów, ale też poprawiają bezpieczeństwo personelu i całej instalacji. W środowiskach przemysłowych, gdzie nieprzerwana praca jest fundamentem zyskowności, złącze obrotowe to nie tylko część – to gwarancja ciągłości.
Złącze obrotowe to mechaniczny komponent, który umożliwia przepływ jednego lub więcej mediów (takich jak sprężone powietrze, olej, chłodziwo, para wodna) pomiędzy nieruchomą a obracającą się częścią maszyny. Kluczowe znaczenie ma jego konstrukcja, która musi być odporna na ciśnienie, temperaturę, drgania oraz ruch obrotowy w długim okresie użytkowania.
Podstawowe elementy złącza to: korpus, wał obrotowy (rotor), uszczelnienia, łożyska oraz przyłącza. Działanie oparte jest na utrzymaniu szczelności mimo ruchu rotacyjnego – gdy maszyna się obraca, medium przesyłane przez złącze nie wydostaje się na zewnątrz. Ta funkcjonalność wiąże się z potrzebą zastosowania bardzo precyzyjnych komponentów, ponieważ każda nieszczelność oznacza ryzyko zatrzymania całego procesu technologicznego.
Istnieje wiele typów złączy obrotowych, dostosowanych do konkretnych aplikacji i mediów. Wśród nich można wyróżnić:
Dobór właściwego typu złącza w aplikacjach o ruchu ciągłym decyduje o tym, jak długo i bezawaryjnie może pracować dana linia produkcyjna. Niewłaściwy wybór prowadzi nie tylko do awarii, ale także do spadku wydajności i wzrostu kosztów serwisowania.
Dobrym przykładem tego, jak technologia złączy obrotowych przekłada się na mniejszą liczbę awarii i przestojów, są rozwiązania Servotecnica z rodziną SVTS. Producent oferuje kilkanaście serii slip ringów – od kompaktowych kapsułowych złączy sygnałowych po wersje wysokoprądowe, przelotowe (through-bore), „otwarte” do integracji w maszynie oraz płaskie do bardzo niskiej zabudowy. W jednym portfolio znajdziemy zarówno złącza do samych sygnałów, jak i modele łączące zasilanie, sygnały fieldbus, Ethernet, a nawet kanały pneumatyczne w jednym urządzeniu.
W aplikacjach o ruchu ciągłym kluczowe jest ograniczenie zużycia styków i stabilność parametrów elektrycznych. W slip ringach Servotecnica wykorzystuje się m.in. technologię szczotek z włókna oraz styki złoto–złoto, co pozwala utrzymać niską rezystancję kontaktu i niski poziom szumów elektrycznych nawet przy wysokich prędkościach obrotowych. Wybrane serie (np. przelotowe SVTS C czy kapsułowe SVTS A) są dostępne w wykonaniach o podwyższonej szczelności IP65, z żywotnością liczona w dziesiątkach lub setkach milionów obrotów – to bezpośrednio przekłada się na mniejszą liczbę nieplanowanych przestojów w liniach 24/7.
Z punktu widzenia projektanta linii o ruchu ciągłym ważne jest także dopasowanie formy mechanicznej złącza do konstrukcji maszyny. Seria capsule sprawdzi się w kompaktowych głowicach obrotowych, through-bore w stołach obrotowych i bębnach z przelotem na wał lub media, faston tam, gdzie liczy się szybkie okablowanie bez lutowania, a flat – w bardzo niskich zabudowach pod transporterami. Tak szeroki wybór formatów i konfiguracji ułatwia dobranie złącza, które nie będzie „wąskim gardłem” całej instalacji, tylko elementem realnie zwiększającym niezawodność układu.
Jedną z głównych przyczyn uszkodzeń złączy obrotowych są nadmierne drgania oraz mechaniczne zużycie wynikające z długotrwałej pracy w nieoptymalnych warunkach. Niewyważenie elementów obracających się, niewłaściwe ustawienie osi czy błędy w kalibracji powodują przyspieszone ścieranie powierzchni, a nawet pęknięcia obudowy lub wału.
Jeżeli złącze nie zostało dobrane z uwzględnieniem charakterystyki ruchu i obciążenia dynamicznego, prowadzi to do mikrouszkodzeń, które z czasem przeradzają się w poważne awarie. W takich przypadkach przewody również ulegają przecięciu lub zmiażdżeniu, gdy siła drgań przenosi się na cały układ.
Kolejnym istotnym czynnikiem ryzyka jest korozja, szczególnie w środowiskach o wysokiej wilgotności, obecności substancji chemicznych lub dużych wahaniach temperatury. Złącza obrotowe wykonane z materiałów nieodpornych na agresywne media mogą szybko ulec degradacji.
Wnikanie cieczy do wnętrza złącza uszkadza łożyska i prowadzi do utraty szczelności. Zauważalnym sygnałem jest spadek ciśnienia i nieprawidłowa praca urządzenia. Takie warunki sprzyjają też powstawaniu osadów, które blokują kanały przepływowe i prowadzą do awarii całego systemu.
Nawet najlepszy komponent będzie zawodził, jeśli zostanie niewłaściwie zamontowany lub będzie eksploatowany w sposób niezgodny z zaleceniami producenta. Częste błędy to: nadmierne dokręcenie połączeń, zbyt duży promień zgięcia przewodów, brak osiowości, a także stosowanie złączy nieprzystosowanych do danych warunków pracy.
Błędy montażowe prowadzą do nieszczelności, ograniczenia ruchu obrotowego i przeciążeń termicznych. Dodatkowo brak okresowych przeglądów może spowodować, że drobne uszkodzenia przerodzą się w kosztowną awarię produkcji.
Przestój wynikający z awarii złącza obrotowego to nie tylko koszt naprawy komponentu – to przede wszystkim utracony czas produkcyjny, nieraz liczony w tysiącach złotych na każdą godzinę przestoju. W zależności od specyfiki branży nawet kilkuminutowe zatrzymanie może skutkować koniecznością wyrzucenia półproduktów lub ponownego uruchomienia całej linii.
Straty finansowe rosną wykładniczo: opóźnienia w realizacji zamówień, kary kontraktowe, dodatkowy czas pracy serwisu czy zamówienie części z krótkim czasem dostawy – to tylko część konsekwencji.
Awaria złącza często pociąga za sobą kolejne problemy. Utrata szczelności może doprowadzić do wycieku płynu na inne elementy linii, w tym elektronikę i sterowniki PLC. Zatrzymanie medium chłodzącego może doprowadzić do przegrzania silników lub siłowników hydraulicznych.
W efekcie koszt jednej usterki rośnie, a sam czas naprawy się wydłuża. Co gorsza, wymiana uszkodzonych urządzeń często wymaga całkowitego wstrzymania pracy linii, co jest wyjątkowo niekorzystne w zakładach z ciągłym procesem produkcyjnym.
Najskuteczniejszym sposobem uniknięcia awarii złączy obrotowych jest systematyczna kontrola stanu technicznego i wdrożenie harmonogramu konserwacji prewencyjnej. Inspekcje powinny obejmować sprawdzenie luzów, stanu uszczelnień, obecności wycieków i drgań.
Cykliczne smarowanie mechanizmów, wymiana zużytych łożysk oraz kontrola parametrów pracy pozwalają wykryć problemy, zanim doprowadzą do kosztownych awarii. Kluczowe jest także prowadzenie dokumentacji serwisowej, dzięki której można analizować trendy i podejmować działania wyprzedzające.
Wybierając złącze obrotowe, warto zwrócić szczególną uwagę na jego odporność na specyficzne warunki pracy. W środowiskach mokrych, żrących lub o dużej obecności pyłu należy stosować złącza z uszczelnieniami z Vitonu, PTFE lub specjalnymi powłokami ceramicznymi.
Zwiększona odporność na korozję, tarcie i wysokie temperatury pozwala znacząco wydłużyć żywotność komponentu. To inwestycja, która zwraca się wielokrotnie, zwłaszcza w aplikacjach pracujących 24/7.
Coraz częściej stosowaną praktyką jest monitoring online stanu technicznego złączy, który pozwala na szybkie wykrywanie nieprawidłowości. Czujniki temperatury, drgań i wycieków przesyłają dane do systemu SCADA, gdzie operator może w czasie rzeczywistym reagować na zagrożenia.
Dzięki integracji z systemami predykcji awarii możliwe jest planowanie serwisu zgodnie z rzeczywistym zużyciem, a nie tylko na podstawie czasu pracy. To podejście minimalizuje nieplanowane przestoje oraz optymalizuje koszty utrzymania ruchu.
Nowoczesne złącza wyposażane są w czujniki umożliwiające analizę stanu w czasie rzeczywistym, które samodzielnie informują o nieprawidłowościach, takich jak wzrost temperatury lub spadek szczelności. Niektóre modele dysponują również autonomicznymi układami smarowania, które reagują na stopień obciążenia.
To podejście pozwala unikać nieoczekiwanych awarii oraz planować serwis nie według harmonogramu, lecz według faktycznego zużycia komponentu. Wzrost niezawodności i wydłużenie okresu między przeglądami to efekt, który bezpośrednio przekłada się na korzyści biznesowe.
Rozwój tworzyw inżynieryjnych oraz technologii obróbki pozwala dziś na produkcję złączy z kompozytów odpornych na wysokie obciążenia mechaniczne i chemiczne. Złącza z dodatkiem ceramiki technicznej czy powłok diamentopodobnych (DLC) odznaczają się znacznie niższym współczynnikiem tarcia.
Dzięki temu możliwe staje się uzyskanie dłuższej żywotności przy jednoczesnym zmniejszeniu zapotrzebowania na konserwację. To szczególnie ważne w aplikacjach trudnodostępnych lub o wysokim współczynniku krytyczności.
Artykuł sponsorowany
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
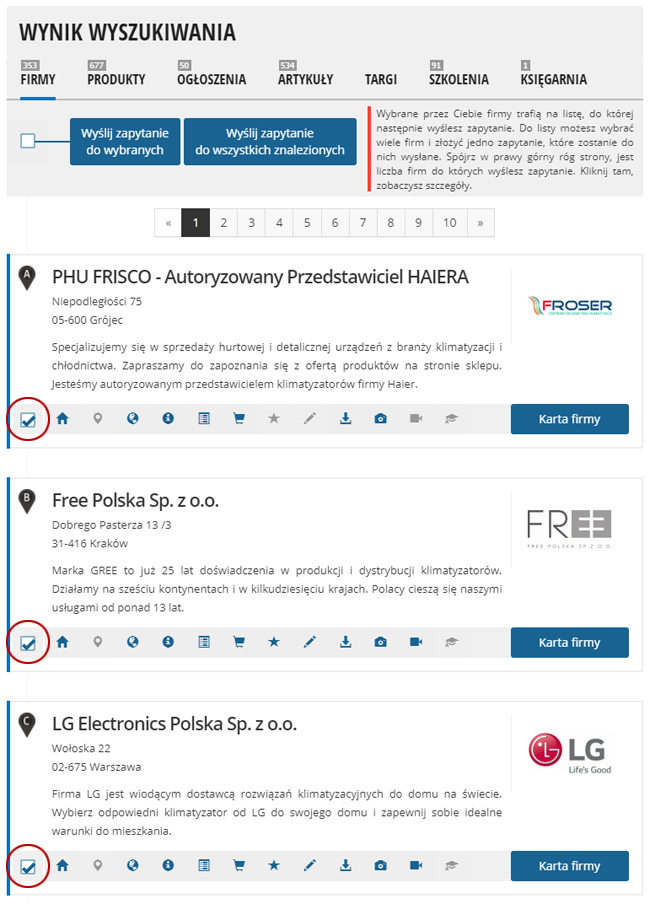
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
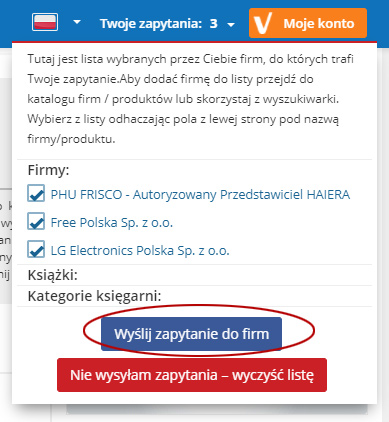
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
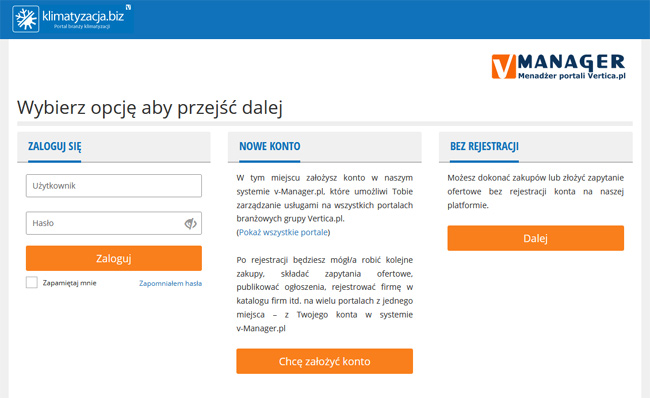
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
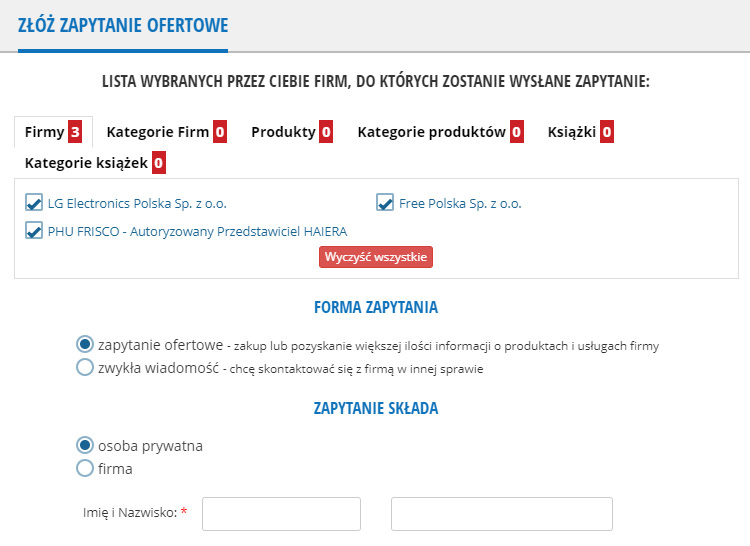
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.